ɨһɨ���ֻ����
ɨһɨ���ֻ����- GBT1768ɫ���������ĥ�ԵIJⶨ��ת��ɰ�������taber1700
��ϸ��Ϣ
Ʒ����GBT1768 �ͺ���taber1700 �ӹ��������� �������� ���γߴ���500x600x700 mm ������20 kg ���÷�Χ��������ĩ������ĥ װ������1 
������ͬ���ù��ʱ� ISO7784-2:1997«ɫ������� ��ĥ�ԵIJⶨ ��2����:��ת��ɰ�ַ�»(Ӣ�İ�) ��Ϊ����ʹ��,���� IS07784-2 : 1997,�����������б༭����:
a) ɾ���˹��ʱ���ǰ�Ժ����� i
b) ISO7784-2.1997�Ĺ淶�������ļ������õ� IS06507-1:1982�ڱ��ı���û������,�ʱ�����2�²������øñ�1
c) IS07784-2:1997�������õ� IS02808Ŀǰ����ȫ�°汾 ISO2808:1997(ԭ��δ����) ,�ʱ���ֱ�������� IS02808:1997;
d) 7.2��ע��������Ŀǰ���ڳ��õ�Բ����ߴ� ;100 mm;
e) �����ʱ���¼ B��У��ɰֽ[����ŷ��ĥ��Ʒ���������ϻ�(FEPA)�����ĥ����С��43-GB-1984 Pϵ���е� P180��]��Ϊ���� GB/T9258. 2-2000����Ӧ����ɰֽ,
f) �����˲ο�����,�������Ը�¼�����õ��ļ� GB/T9258. 2-2000�г�,
g) ISO7784-2:1997�������õ� IS048:1994�ڱ��ı���û�����ö����������Ը�¼������,��������2�²������øñ�,���څ����������г���ͬ���øñ��� GB/T6o31-1998;
h) ȥ����ĥ������ʹ�Ľ�ע,��Ϊ���ϱ�Ҫ�������Ŀǰ�ڹ������ܷܺ���ع���,
i) ��������ʱ��ʵ�����,�Թ��ʱ��������������������������:�ԙC��ɰ�ֵĽ�ע��������,������5. 3��ע,8,3. 2, 1��ע��
�������� GB/T 1768-1979 ( 1 98 9) «��Ĥ��ĥ�Բⶨ��» ��
������ǰ�� GB/T1768-1979(1989)����Ҫ��������Ϊ:
һ�����ʾ�ķ�����ͬ �� ������ 3�¹涨��ĥ�Կ������Ծ����ڶ�������Ħ��ѭ������Ĥ�������������ʾ,Ҳ��������ĥȥ�õ�Ϳ�����µ�Ϳ���ײ�����Ҫ��ѭ����������ʾ,��ǰ����涨��ĥ��������һ���ĸ��d�¾��涨��ĥ���������� Ĥ�������������ʾ,
һ��5. 1. 1��������ĥ��������ת̨��ת��Ϊ(60±2)r/min�Ĺ涨
һ��5. 1. 2�иı�����ɰ�ֺ�ȡ�����ɰ���⾶�Լ�ʹ���И���ɰ�ֵ�*С�⾶�ijߴ���� i�����˶�װ���������ɰ���ڱ���֮ͬ�ľ��롢ͨ��������ɰ��ת���������ת̨����������֮l�ɵľ�ߵ����ݵĹ涨,
һ��5, 1. 2�������˶���ɰ��ʹ���ڵĹ涨,
һ��5. 1. 4��ͼ1�Љ����˶�����������Ŀھ������λ�ü�����Լ���'l111�찲װ������װ���е���ѹ�����ݵĹ涨,
һ��5. 1. 3��5. 2�������˶�ĥ�������ǵļ�������.��������ݵĹ涨;
һ����5. 3�涨�������½���������ɰ��,�����½��ʵ�ѡ��Ӧ������ѡ����ɰ�ֶ���,ǰ��涨��ɰ����ɰ������������, l��ɰ���� o�Ž��ɰ������,
һ��8. 3. 2. 4��������ÿ��ת5ooת��Ҫ�������½������������ɰ�ֵĹ涨,
һ����7. 1�涨�ײĿ���ѡ�� IS01514: 1993�й涨�ĵײ�,���п���,������ʹ����ʵ��ʹ��ʱ��ͬ���͵IJ���,��Ӧƽ���ޱ���,��ǰ��Ҏ���ײ�Ϊ������,
һ�ڸ�¼ B�Љ����ˌ�ĥ�������ǽ���У�ķ����Ĺ涨,
һ��5.5����ƽ������1 mg��Ϊ 0. 1 mg,
һ����8. 4. 2�涨����Ϳ��������Ƥ��ˢ�۵�ԭ���������ʱ,�����ڲⶨǰ��Ԥĥ50ת
�������������һ����,���ڱ�����ע��,ǰ���ڶ�ÿ����������ǰ��Ҫ��Ԥĥ50ת,��û��Ҫ���ڱ�����ע��;
һ����8. 4. 6����¼ B�� B. 3. 3�涨�弰��п�徭��ĥ�����ڳ���ǰӦ�ò���ë��ֽ�ѱ������,ǰ��涨��ë������Ĩȥ��м,
һ���� 9. 1 �涨������������������ʾʱӦƽ����������,��ȡ���βⶨֵ��ƽ��ֵ,ǰ���涨ƽ����������,ÿ�βⶨֵ��ƽ��ֵ֮�����ƽ��ֵ��7% ��
�����ĸ�¼ AΪ�淶�Ը�¼,��¼ B��¼ CΪ�����Ը�¼��
�������й�ʯ�ͺͻ�ѧ��ҵЭ����� ��
������ȫ��Ϳ�Ϻ��տƱ�������ίԱ���� ��
������ݵ�λ:�й����������ܹ�˾����Ϳ�ϻ����о�Ժ���Ϻ��ִ��������̼�������˾ ��
������Ҫ�����:���շ���
������1979���״η���,,1989��ȷ��,��������
1 ��Χ
����������ɫ�ᡢ���ἰ��ز�Ʒȡ���������ϵ�б�֮һ ��
�����涨�˲�����ɰ�ֲ�ͨ����ɰ�ֵ���ת�˶�����ĥ�����ⶨɫ�ᡢ������ز�Ʒ�ĸ�Ĥ����ĥ�Ե����鷽����
2 �淶�������ļ�
�����ļ��е�����ͨ�����������ö���Ϊ���������� �� ����ע���ڵ������ļ�,��������е��ĵ�(���������������)��������������ڱ���,Ȼ��,�������ݱ������Э��ĸ����о��Ƿ��ʹ����Щ�ļ���ȫ�°汾 �� ���Dz�ע���ڵ������ļ�,��ȫ�°汾�����ڱ��� ��
GB/T31:86 ɫ�ᡢ�����ɫ����������ԭ���� ȡ��(GB/T3186-2006,IS0l5528:2000,IDT)
GB/T9271 ɫ���� ����(GB/T9271-l988,eqv IS01514:1984)
GB/T13452.2 ɫ������� ��Ĥ��ȵIJⶨ(GB/T13452.2-1992,eqvlS02808:1974)
GB/T20777 ɫ������� �����ļ�˺��Ʊ�(GB/T20777-2006,IS��1513:1992,IDT)
3 ԭ��
�ڹ涨������,�ù̶���ĥ���������ϵ���ɰ��ĥ��ɫ��������ĸ���Ĥ,����ʱҪ�ڙ���ɰ���ϼ��Ϲ涨���������� �� ��ĥ�����Ծ����涨������ĥ��ѭ������Ĥ�������������ʾ,������ĥȥ�õ�Ϳ�����µ�Ϳ���ײ�����Ҫ��ѭ����������ʾa
4 ��Ҫ�IJ�������
�����κ��ض���Ӧ�ö���,�����涨�����鷽����Ҫ�ò������������� �� �������ϵ������ڸ�¼ A���г���
5 ����
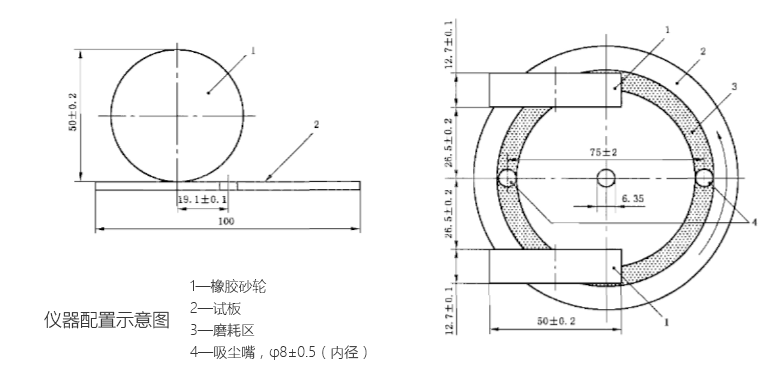
5. 1 ĥ��������,��5. 1. 1��5. 1.4�����������(��ͼ1)��
5. 1. 1 ת��,����(60ʿ2)r/min��ת����ת,�����ܽ��嶨���İ�װ��ת�������ι̵��涨ס ��
5. 1.2 ������ɰ��,ÿ����ɰ�ֺ�(12.7ʿ0. 1)rnm������������ɰ�ֱַ�װ��ˮƽת���ϲ�������ת������ת���� ������ɰ���ڱ���֮�ʵľ���Ϊ(53. 0ʿ0. 5)mrn,�����ͨ��������ת���������ת̨����������֮��ľ��Ϊ(19, l±0. 1)mm���µ���ɰ���⾶Ϊ(51. 6ʿ0. 1)mm,���κ����������ɰ�ֵ��⾶�����õ���44. 4 mm��
��ɰ���ͺŵ�ѡ��Ӧ���йط��̶���
������ɰ�ֵ���ճ����ϻ���Ӳ,���Ӧ�����Ӳ���Ƿ���������̹涨�ļ���Ҫ�� ����ѳ�������ɰ���������̱�ע�Ľ�ֹ����,���߶���û�и�����ֹ���ڵ��Թ���֮�����ѳ���һ���,��ɰ�ֲ�����ʹ�� ��
1) ����Ϳ�ϲ�Ʒʹ��ʱ��ĥ�����,�ֱ�������� Taber Industries��˾�������ͺŵ�����ɰ�� CS-10F��CS-10��CS-17 ��Լ����ĥ�����÷ֱ������൱����ɰ�֡�
5. 1. 3 ������,��¼ת̨��ѭ��(��ת)���� ��
5. 1. 4 ����װ��,�����������졣 һ��������λ���̸�ɰ��֮��,��һ����λ����ֱ��������һ����������෴��λ�á� �����������S��֮ͬ�ľ���Ϊ(75ʿ2)mm,����������֮ͬ�ľ���Ϊ(1~2)mm��
�����춨λ��,����װ���е���ѹӦ�ȴ���ѹ��1. 5 kPa2 ~1. 6 kPa��
5. 2 ����,��ʹÿ����ɰ���ϵĸ�������,*��Ϊ1 kg��
5. 3 ���½���,��ĥ��ԲƬ����ʽ����,����������ɰ�֡�
ע:Ӧ���ݲ�ͬ����ɰ�ֽ���ͬ�����½��ʡ�
5. 4 ���ư�,���Ϊ(0. 8~1)mm,����������У(������* B).
5.5 ��ƽ,��ȷ��0.1 mg��
6 ȡ��
��GB/T 3186�Ĺ涨��ȡ���Բ�Ʒ�����Ϳ����ϵ��ÿһ����Ʒ���Ĵ�������Ʒ��
��GB/T20777�Ĺ涨,��˺��Ʊ�������Ʒ��
7 ��
7,1�ײ�
���������̶�,��GB/T9271�Ĺ涨ѡ��ײ�,���п���,Ӧ����ѡ����ʵ��ʹ��ʱ��ͬ���͵IJ��ϡ���ײ�Ӧƽ����û�б���,��������Ϳ���ĥ�Ľ������ȡ�
7,2��״�ͳߴ�
�����״�ͳߴ�Ӧ��ʹ����ȷ�̶���������,�����Ŀ���һ��ֱ��Ϊ6.35mm�Ŀ�a
ע:���õ���ߴ�Ϊ100mmX100mm��f100mm��
7.3������Ϳװ
���������̶�,��GB/T9271�Ĺ涨����ÿһ����,Ȼ�����Բ�Ʒ���Ʒ��ϵ���涨�ķ�������Ϳװ��
7.4�ɲٺ�״̬����
��ÿһ����Ϳi�������ڹ涨�������¸���(��濾)������(������)�涨��ʱͬ��
7,5Ϳ��ĺ��
��GB/T13452.2�涨��һ�ַ����ⶨ��Ĥ�ĺ��,��µm��ʾ��
8 ����
8,1��������
���������̶�,���¶�(23±2)������ʪ��(50±5)%�����½������顣
8.2�����ļ�
У����(��*B�и�����У�����ʾ��)��
8.3��ɰ�ֵ���
8.3.1��˘���ɰ���Ƿ���5,1‘2�涨��Ҫ��
8.3.2Ϊȷ���C��ɰ�ֵ�ĥ������ά����һ������ˮƽ,���������̵Ĺ涨����8.3,2.1��8.3.2.4����ɰ�֡�
8.3.2.1����ѡ�����ɰ�ְ�װ�����Ե��h����,ע�ⲻҪ����ֱ�ӽӴ�ĥ���档������ɰ���ϵĸ��d���йط��̶���ֵ��
ע:�M��ɰ�����ϵĸ���������ı�ʾ����(��ѹ��������������������֮��)����ʾ��
8.3,2.2�����½���ԲƬ��װ��ת̨�ϡ�С�ķ���ĥ��ͷʹ����ɰ�ַ���ԲƬ�ϡ����ú�������,�����������λ��ʹ֮��߹�Ƭ����Լ1mm��
8.3.2.3���������趨Ϊ��a
8.3.2.4������װ��Ȼ������ת̨������ɰ�������½���ԲƬ��ͨת�涨��ת����������ɰ�֡�
ע:���õ�ת����50ת��
�ڲ��Ԛ�������ǰ�Լ�ÿ��ת500ת��Ҫ�����ַ�ʽ������ɰ��,ʹĥ����պó�Բ����,����ĥ���������֮ͬ�ı����Q����,û���κ������뾶���״�ʹ��ǰҪ�����µĘ���ɰ�֡�
8.4�ⶨ
8.4.1���������̶�,��ͿĤ�����¶�(23±2)°C�����ʪ��(50±5)%������״̬��������16h��8.4.2���Ϳ���������Ƥ��ˢ�۵�ԭ���������ʱ,�ڲ���ǰҪ��Ԥĥ50ת,���ò���ë��_ֽ�����������������һ����,��Ӧ�����鱨����ע��a
8.4.3����״̬���ں�������Ԥĥ���ò���ë��ֽ��������,��ȷ��0.1mg,��¼��һ������8.4.4����̶���ת̨��,��ĥ��ͷ��������,�ź������졣
8. 4. 5 ���������趨Ϊ��,������װ��,Ȼ������ת̨ ��
8. 4, 6 �����ڶ���ת����,�ò���ë�ļ������������ϵ��κ����ɵ�ĥм��ȥ,�ٴγ����岢��*��һ���� �� ����忴Ϳ���Ƿ�ĥ�� ��
8. 4. 7 ͨ����һ�����ʸ��ж�����������ȷ�ز���ĥ���㲢���㾭���涨ת����ĥ��ѭ�����ƽ���������a
8. 4. 8 ���������������ظ�8‘4. 2��8. 4, 6�IJ��貢��¼�����
9 �����ʾ
9. 1 ��ÿһ����,�ü��������㾭�̶���ת������������ ��
���������������ƽ��������IJ�������,��ȷ��1 mg�� ע:Ҳ�ɼ����ж������ÿ��ͬ����������ġ�
9. 2 ���㷨����Ϳ����ϵ�е���Ϳ�㱻ĥ�������ƽ��ת�� ��
ע: Ĩ��ĥ����,��������ܵײ�ĥ���Ӱ��.
10 ���ܶ�
�μ���¼ C��
11 ���鱨��
���鱨������Ӧ������������:
a) ʶ�����Բ�Ʒ����Ҫ��ȫ��ϸ��,
b) ע�����ձ���
c) �������ϵ��������¼A,
d) ע��Ϊ�������� c)�����������յĹ��ʱ�����ұ�����Ʒ���������ļ�; e) ��ɰ�ֵĸ��ؼ�����.��ɰ�ֵ�����,
f) ��9����ָ����������,
g) �����Ƿ���Ϊ�����������Ԥĥ,
h) ��涨�����鷽�����κβ�֮ͬ��;
i) ����Ŀ�ڡ�
�� ¼ A (�淶�Ը�*) ��Ҫ�IJ�������
Ϊʹ����������������,Ӧ�ʵ��ṩ����*�����еIJ����ʿƵ����
����Ҫ������*��Ӧ���йط��̶�,����ȫ���ֵ�ȡ�������Բ�Ʒ�йصĹ��ʱ������ұ��������ļ���
a) �ײĵIJ��ϡ���Ⱥͱ��洦��;
b) ����Ϳ��ʩ���ڵײĵķ���,����Ƕ�Ϳ����ϵ��Ӧ����Ϳ��ͬ�����ʱͬ������;
c) ����ǰ,Ϳ�����(��)������(������)��ʱͬ������ l
d) ��Ϳ��ĺ��(��µm��),�� GB/T13452. 2���в����IJ��������Լ��ǵ�һͿ��;���Ƕ�Ϳ����ϵ ,
e) ��8. 1�涨��ͬ�������¶Ⱥ�ʪ�ȡ�
�� ¼ B (�ʿ��Ը�¼������У��
B.1 ����
У����ĸ�����ʩ�缼���ɰֽ*�ô�ĥ������������á�ͨ����������п����ΪУ��.
B.2 ����
���������ϵ�5�¹涨��,��Ӧ����������ʩ ��
B.2.1 ����������
ÿ�������ֺ�(12. 7ʿ0. 1)mm,��ֱ��Ϊ(50. 0±0. 2)mm(������������ė�����) ,�������ܰ���һ����6 mm��Ӳ��Ϊ(50ʿ5)IRHD(�� GB/T6031-1998�涨���вⶨ)���������������ְ�װ��ˮƽת���ϲ�����ת��������ת��
���������ڱ���֮ͬ�ľ���Ϊ(53. 0+0. 5)mm,�����ͨ��������ת����S����ת�ϵ��������ߵľ���Ϊ(19. 1± 0, 1)mrn�� װ�õ������ֲ�Ӧʹÿ������ʩ�������ϵ���Ϊ(110. 02)N��
B.2.2 ɰֽ��
��(12-+-0.2)mm,��Լ175rnm��ɰֽ�ĵȼ�Ӧ���� GB/T9258. 2-2000��ĥ����С�� Pϵ���е� P18o�š�
ע:Ҳ�ɴ�ijЩ��������������ճɰֽ��
B. 2. 3 ˫�潺��
�������ճɰֽ��ʹ�ÿ�Ϊ(12ʿ0. 2)mm,��Լ175 mm��˫�潺������
B.3 ����
B. 3. 1 ���������̶�,��ɰֽ������(��ʹ��)�������¶�(23±2)������ʪ��(50ʿ5) %������״̬��������16 h��
B. 3. 2 ��״̬���ں��ɰֽ����״̬���ں�Ľ���(�����)ճ�����ֵ�Բ����. ����ÿһ�������ij���ʹ���ܸ�ס�n���ֵ�Բ�ܱ����û���κ����N����϶��
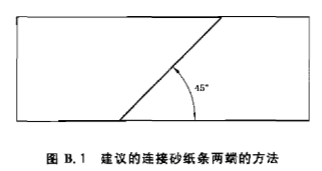
ע:���齫�����гɵ�45°��,������ͷ�똔���ֵ����з���ֱ��(��ͼ B. 1)��
B. 3. 3 ���ʹ���µ�п��,ʹ��ǰ�� B. 3. 5��B. 3. 6�涨�IJ�����ת̨��ĥ2ooת,Ȼ���ò���ë��ֽ�Ӿ���
B.3.4 ����״̬���ں��п��,��ȷ��1 mg����¼��һ������
B. 3. 5 ��ĥ�������ǵ�ÿ������ʩ��5oo g���d,��п��̶���ת̨��,����ĥ��ͷ��������п����, �ź������졣
B. 3. 6 ���������趨Ϊ��,������װ��,Ȼ������ת̨ ��
B. 3. 7 ��ת5ooת���ò���ë��ֽ���п��,���³���п�岢��¼��һ������
B. 3. 8 �ٽ��� B. 3. 2�� B. 3. 7��������,ÿ�ζ�ʹ���µ�ɰֽ����
B. 3. 9 ��3�������,����������У�����ƽ��������ġ�
B. 3. 10 п���ƽ���������ӦΪ(110ʿ30)rng�� ���ƽ��������ij�����һ��Χ,������������о�����
��¼C�������Ը�¼�����ܶ�
Ŀǰ��û����صľ��ܶ�����
���Ҫ�ⶨ��Щ���ݣ�������Ӧ����ͬһʵ�����ڽ��С������ʵ���Ҽ���У�*��ʹ��Ϳ��ĵȼ�������
-
��Ӧ�̵����������Ϣ
�鿴����
-
 �Ϻ����������豸����˾
�Ϻ����������豸����˾��ѯ���� 13472521719 


GBT1768ɫ���������ĥ�ԵIJⶨ��ת��ɰ�������taber1700
ҳ��۸�����ο�����������ϵ�����۸� �۸����,��������Ӧ��ѯ�۵õ��ò�Ʒ�۸�- ��Ʒ�ͺţ�taber1700
- Ʒ �ƣ�GBT1768
- �� �� �أ��Ϻ�
- �������ڣ�2025-11-21
�ϼƣ�1̨�ܼۣ���������ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��88000.00
��88000.00 ��14000.00
��14000.00 ��65000.00
��65000.00- ��80000.00
 ��80000.00
��80000.00 ��80000.00
��80000.00
�Ϻ����������豸����˾ �绰��021-32535039 �ֻ���13472521719 ��ַ�� �Ϻ��мζ����¸�·1198��803��̫�����ҹ��ʴ�����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�