ЩЈвЛЩЈЃЌЪжЛњфЏРР
ЩЈвЛЩЈЃЌЪжЛњфЏРР- ММЪѕЮФеТ
ГЌЩљВЈЬНЩЫЖЭМўгыж§МўЬНЩЫгІгУММЧЩ
2012-12-01 12:51:54 РДдДЃКаЛЮФЧх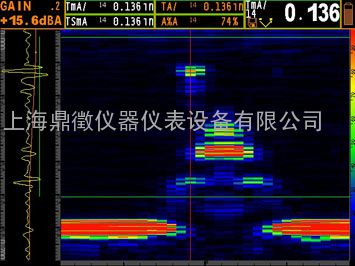
ЖЭМўКЭж§МўЪЧИїжжЛњаЕЩшБИМАЙјТЏбЙСІШнЦїЕФживЊУЋХїМўЁЃ
ЁЁЁЁ
ЁЁЁЁвЛ.ж§МўГЌЩљВЈЬНЩЫ
ЁЁЁЁ
ЁЁЁЁгЩгкж§МўОЇСЃДжДѓЁЂЭИЩљадВюЃЌаХдыБШЕЭЃЌЫљвдЬНЩЫРЇФбДѓЃЌЫќЪЧРћгУОпгаИпЦЕЩљФмЕФЩљЪјдкж§МўФкВПЕФДЋВЅжа,ХіЕНФкВПБэУцЛђШБЯнЪБВњЩњЗДЩфЖјЗЂЯжШБЯнЁЃЗДЩфЩљФмЕФДѓаЁЪЧФкБэУцЛђШБЯнЕФжИЯђадКЭаджЪвдМАетжжЗДЩфЬхЕФЩљзшПЙЕФКЏЪ§,вђДЫПЩвдгІгУИїжжШБЯнЛђФкБэУцЗДЩфЕФЩљФмРДМьВтШБЯнЕФДцдкЮЛжУЁЂБкКёЛђепБэУцЯТШБЯнЕФЩюЖШЁЃГЌЩљМьВтзїЮЊвЛжжгІгУБШНЯЙуЗКЕФЮоЫ№МьВтЪжЖЮ,ЦфжївЊгХЪЦБэЯждк:МьВтСщУєЖШИп,ПЩвдЬНВтЯИаЁЕФСбЮЦ;ОпгаДѓЕФДЉЭИФмСІ,ПЩвдЬНВтКёНиУцж§МўЁЃЦфжївЊОжЯоаддкгк:ЖдгкТжРЊГпДчИДдгКЭжИЯђадВЛКУЕФЖЯПЊадШБЯнЕФЗДЩфВЈаЮНтЪЭРЇФб;ЖдгкВЛКЯвтЕФФкВПНсЙЙ,Р§ШчОЇСЃДѓаЁЁЂзщжЏНсЙЙЁЂЖрПзадЁЂМадгКЌСПЛђЯИаЁЕФЗжЩЂЮіГіЮяЕШ,ЭЌбљЗСАВЈаЮНтЪЭ;СэЭт,МьВтЪБашвЊВЮПМБъзМЪдПщЁЃ
ЁЁЁЁ
ЁЁЁЁЖў.ЖЭМўГЌЩљВЈЬНЩЫ
ЁЁЁЁ
ЁЁЁЁ(вЛ)ЖЭМўМгЙЄМАГЃМћШБЯн
ЁЁЁЁ
ЁЁЁЁЖЭМўЪЧгЩШШЬЌИжЖЇОЖЭбЙБфаЮЖјГЩЁЃЖЭбЙЙ§ГЬАќРЈМгШШЁЂаЮБфКЭРфШДЁЃЖЭМўШБЯнПЩЗжЮЊж§дьШБЯнЁЂЖЭдьШБЯнКЭШШДІРэШБЯнЁЃж§дьШБЯнжївЊгаЃКЫѕПзВагрЁЂЪшЫЩЁЂМадгЁЂСбЮЦЕШЁЃЖЭдьШБЯнжївЊгаЃКелЕўЁЂАзЕуЁЂСбЮЦЕШЁЃШШДІРэШБЯнжївЊЪЧСбЮЦЁЃ
ЁЁЁЁ
ЁЁЁЁЫѕПзВагрЪЧж§ЖЇжаЕФЫѕПздкЖЭдьЪБЧаЭЗСПВЛзуВаСєЯТРДЕФЃЌЖрМћгкЖЭМўЕФЖЫВПЁЃ
ЁЁЁЁ
ЁЁЁЁЪшЫЩЪЧИжЖЇдкФ§ЙЬЪеЫѕЪБаЮГЩЕФВЛжТУмКЭПзбЈЃЌЖЭдьЪБвђЖЭдьБШВЛзуЖјЮДШЋШмКЯЃЌжївЊДцдкгкИжЖЇжааФМАЭЗВПЁЃ
ЁЁЁЁ
ЁЁЁЁМадггаФкдкМадгЁЂЭтРДЗЧН№ЪєМадгКЭН№ЪєМадгЁЃФкдкМадгжївЊМЏжагкИжЖЇжааФМАЭЗВПЁЃ
ЁЁЁЁ
ЁЁЁЁСбЮЦгаж§дьСбЮЦЁЂЖЭдьСбЮЦКЭШШДІРэСбЮЦЕШЁЃАТЪЯЬхИжжсаФОЇМфСбЮЦОЭЪЧж§дьв§Ц№ЕФСбЮЦЁЃЖЭдьКЭШШДІРэВЛЕБЃЌЛсдкЖЭМўБэУцЛђаФВПаЮГЩСбЮЦЁЃ
ЁЁЁЁ
ЁЁЁЁАзЕуЪЧЖЭМўКЌЧтСПНЯИпЃЌЖЭКѓРфШДЙ§ПьЃЌИжжаШмНтЕФЧтРДВЛМАвнГіЃЌдьГЩгІСІЙ§Дѓв§Ц№ЕФПЊСбЁЃАзЕужївЊМЏжагкЖЭМўДѓНиУцжааФЁЃАзЕудкИжжазмЪЧГЩШКГіЯжЁЃ
ЁЁЁЁ
ЁЁЁЁ(Жў)ЬНЩЫЗНЗЈИХЪі
ЁЁЁЁ
ЁЁЁЁАДЬНЩЫЪБМфЗжРрЃЌЖЭМўЬНЩЫПЩЗжЮЊдВФСЯЬНЩЫКЭжЦдьЙ§ГЬжаЕФЬНЩЫЃЌВњЦЗМьбщМАдквлМьбщЁЃ
ЁЁЁЁ
ЁЁЁЁдВФСЯЬНЩЫКЭжЦдьЙ§ГЬжаЬНЩЫЕФФПЕФЪЧМАдчЗЂЯжШБЯнЃЌвдБуМАЪБВЩШЁДыЪЉБмУтШБЯнЗЂеЙРЉДѓдьГЩБЈЗЯЁЃВњЦЗМьбщЕФФПЕФЪЧБЃжЄВњЦЗжЪСПЁЃдквлМьбщЕФФПЕФЪЧМрЖНдЫааКѓПЩФмВњЩњЛђЗЂеЙЕФШБЯнЃЌжївЊЪЧЦЃРЭСбЮЦЁЃ
ЁЁЁЁ
ЁЁЁЁ1ЃЎжсРрЖЭМўЕФЬНЩЫ
ЁЁЁЁ
ЁЁЁЁжсРрЖЭМўЕФЖЭдьЙЄвежївЊЪЧвдАЮГЄЮЊжїЃЌвђЖјДѓВПЗжШБЯнЕФШЁЯђгыжсЯпЦНааЃЌДЫРрШБЯнЕФЬНВтвдзнВЈжБЬНЭЗДгОЖЯђЬНВтаЇЙћ*МбЁЃПМТЧЕНШБЯнЛсгаЦфЫќЕФЗжВММАШЁЯђЃЌвђДЫжсРрЖЭМўЬНЩЫЃЌЛЙгІИЈвджБЬНЭЗжсЯђЬНВтКЭаБЬНЭЗжмЯђЬНВтМАжсЯђЬНВтЁЃ
ЁЁЁЁ
ЁЁЁЁ2ЃЎБ§РрЁЂЭыРрЖЭМўЕФЬНЩЫ
ЁЁЁЁ
ЁЁЁЁБ§РрКЭЭыРрЖЭМўЕФЖЭдьЙЄвежївЊвдяцДжЮЊжїЃЌШБЯнЕФЗжВМжївЊЦНаагкЖЫУцЃЌЫљвдгУжБЬНЭЗдкЖЫУцЬНВтЪЧМьГіШБЯнЕФ*МбЗНЗЈЁЃ
ЁЁЁЁ
ЁЁЁЁ3ЃЎЭВРрЖЭМўЕФЬНЩЫ
ЁЁЁЁ
ЁЁЁЁЭВРрЖЭМўЕФЖЭдьЙЄвеЪЧЯШяцДжЃЌКѓГхПзЃЌдйЙібЙЁЃвђДЫЃЌШБЯнЕФШЁЯђБШжсРрЖЭМўКЭБ§РрЖЭМўжаЕФШБЯнЕФШЁЯђИДдгЁЃЕЋгЩгкж§ЖЇжажЪСП*ВюЕФжааФВПЗжвбБЛГхПзЪБШЅГ§ЃЌвђЖјЭВРрЖЭМўЕФжЪСПвЛАуНЯКУЁЃЦфШБЯнЕФжївЊШЁЯђШдгыЭВЬхЭтдВБэУцЦНааЃЌЫљвдЭВРрЖЭМўЕФЬНЩЫШдвджБЬНЭЗЭтдВУцЬНВтЮЊжїЃЌЕЋЖдгкБкНЯКёЕФЭВРрЖЭМўЃЌаыМггУаБЬНЭЗЬНВтЁЃ
ЁЁЁЁ
ЁЁЁЁ(Ш§)ЬНВтЬѕМўЕФбЁдё
ЁЁЁЁ
ЁЁЁЁ1ЃЎЬНЭЗЕФбЁдё
ЁЁЁЁ
ЁЁЁЁЖЭМўГЌЩљВЈЬНЩЫЪБЃЌжївЊЪЙгУзнВЈжБЬНЭЗЃЌОЇЦЌГпДчЮЊΦ14ЁЋΦ28mmЃЌГЃгУΦ20mmЁЃЖдгкНЯаЁЕФЖЭМўЃЌПМТЧНќГЁЧјКЭёюКЯЫ№КФдвђЃЌвЛАуВЩгУаЁОЇЦЌЬНЭЗЁЃгаЪБЮЊСЫЬНВтгыЬНВтУцГЩвЛЖЈЧуНЧЕФШБЯнЃЌвВПЩВЩгУвЛЖЈKжЕЕФаБЬНЭЗНјааЬНВтЁЃЖдгкНќОрРыШБЯнЃЌгЩгкжБЬНЭЗЕФУЄЧјКЭНќГЁЧјЕФгАЯьЃЌГЃВЩгУЫЋОЇжБЬНЭЗЬНВтЁЃ
ЁЁЁЁ
ЁЁЁЁЖЭМўЕФОЇСЃвЛАуБШНЯЯИаЁЃЌвђДЫПЩбЁгУНЯИпЕФЬНЩЫЦЕТЪЃЌГЃгУ2.5ЁЋ5.0MHzЁЃЖдгкЩйЪ§ВФжЪОЇСЃДжДѓЫЅМѕбЯжиЕФЖЭМўЃЌЮЊСЫБмУтГіЯж“СжзДЛиВЈ”ЃЌЬсИпаХдыБШЃЌгІбЁгУНЯЕЭЕФЦЕТЪЃЌвЛАуЮЊ1.0ЁЋ2.5MHzЁЃ
СєбдЩЯвЛЦЊ:жаКёАх EMAT ЮоЫ№ЬНЩЫЕФЬиЕуМАгІгУЧАОАЯТвЛЦЊ:ЫмСЯЦПКёЖШВтСПЗНЗЈаТЗЂВМ -
-
 ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫО
ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫОзЩбЏШШЯп 13472521719 ФкШнЩљУїЃКЙШЦйЮЊЕкШ§ЗНЦНЬЈМАЛЅСЊЭјаХЯЂЗўЮёЬсЙЉепЃЌЙШЦйЃЈКЌЭјеОЁЂПЭЛЇЖЫЕШЃЉЫљеЙЪОЕФЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШаХЯЂФкШнЯЕгЩЕъЦЬОгЊепЗЂВМЃЌЦфецЪЕадЁЂзМШЗадКЭКЯЗЈадОљгЩЕъЦЬОгЊепИКд№ЁЃЙШЦйЬсабФњЙКТђЩЬЦЗ/ЗўЮёЧАзЂвтНїЩїКЫЪЕЃЌШчФњЖдЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШШЮКЮаХЯЂгаШЮКЮвЩЮЪЕФЃЌЧыдкЙКТђЧАЭЈЙ§ЙШЦйгыЕъЦЬОгЊепЙЕЭЈШЗШЯЃЛЙШЦйЩЯДцдкКЃСПЕъЦЬЃЌШчФњЗЂЯжЕъЦЬФкгаШЮКЮЮЅЗЈ/ЧжШЈаХЯЂЃЌЧыдкЙШЦйЪзвГЕзРИЭЖЫпЭЈЕРНјааЭЖЫпЁЃ