孔隙率分析步骤:
一、取样(切割机): 采用金相试样切割机切割下包含待检测部位的试样
二、镶嵌(金相试样镶嵌机或者冷镶嵌): 对于微小试样,超薄试样等,为了保护焊接区域的稳定和可靠性,避免制样过程中造成的变形和冲击,通过镶嵌固化的方式,获得标准规格的尺寸,如Φ30x15mm,并使得后续的手持,或者自动磨抛称为可能。
镶嵌分为热镶嵌和冷镶嵌的方式:
1、热镶嵌:利用金相试样镶嵌机加热加压的方式,使得试样在树脂中固化,时间短无污染,固化强度高;
2、冷镶嵌:镶嵌粉和固化剂共同融合在模具或者夹具中,凝固后获得固化的试样,特别适合不能加热加压的材料,或者是需要控制方向,分析特定部位的试样。
三、研磨、预磨、抛光等:抛光机及磨抛机等:
研磨:表面质量特别差的,采用砂轮机,砂轮片,砂轮盘等进行粗处理,
预磨:采用粗细不同目数砂纸,分别进行粗磨、精磨等处理,
抛光:采用抛光织物(带胶抛光丝绒,精抛绒等)+金刚石喷雾抛光剂等进行粗抛和精抛工作,
四、腐蚀: 部分孔隙率检测需要适当的腐蚀剂浸蚀,使得空隙更为明显,截面更为清晰;
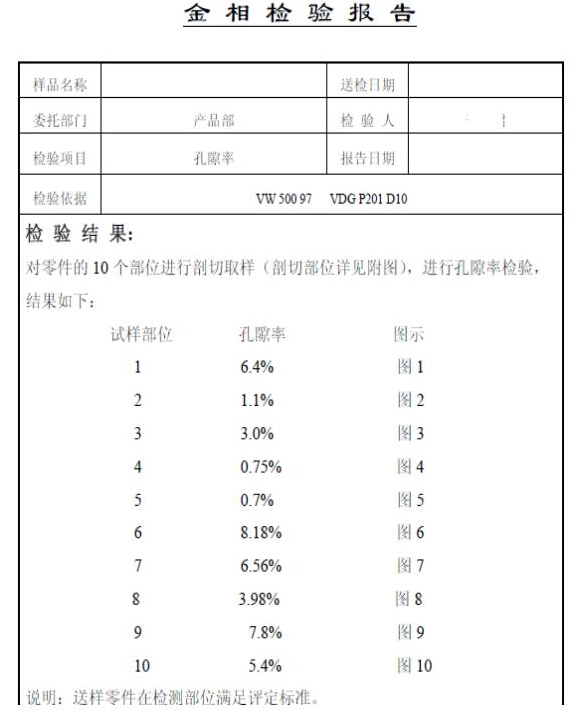
五:空隙率检测,根据要求和标准选择对应的匹配的显微镜进行观察、图像输出和孔隙率检测,并获得检测报告;
该设备满足铝合金、镁合金、钛合金等金属铸件的孔隙度检测,并能按照VDG非铁金属铸件体积亏损等设定, 空隙率分析中气孔分类:
1、主要是静态负荷的部件,
2、主要是动态负荷的部件,
3、对功能面有特殊要求的部件,
4、没有详细说明要求的部件,
孔隙度:
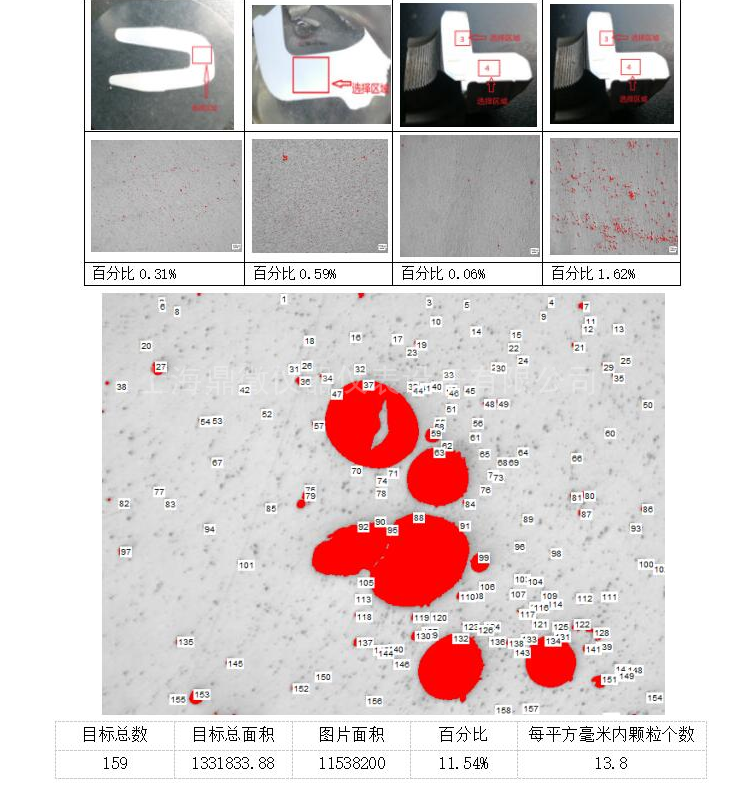
1、在3X4mm,5x6mm,7x8mm等(视具体标准而定)内视场内进行分析,自动测量孔隙面积占选定总面积的百分比,自动测量单孔*大直径、等效圆直径,
2、以百分比为单位,气孔种类1、2、4的*大允许的孔隙度。
3、对气孔种类3各基准面规定的*大允许的气孔数,
4、直径:单个气孔之间*大允许的对比直径,
 扫一扫,手机浏览
扫一扫,手机浏览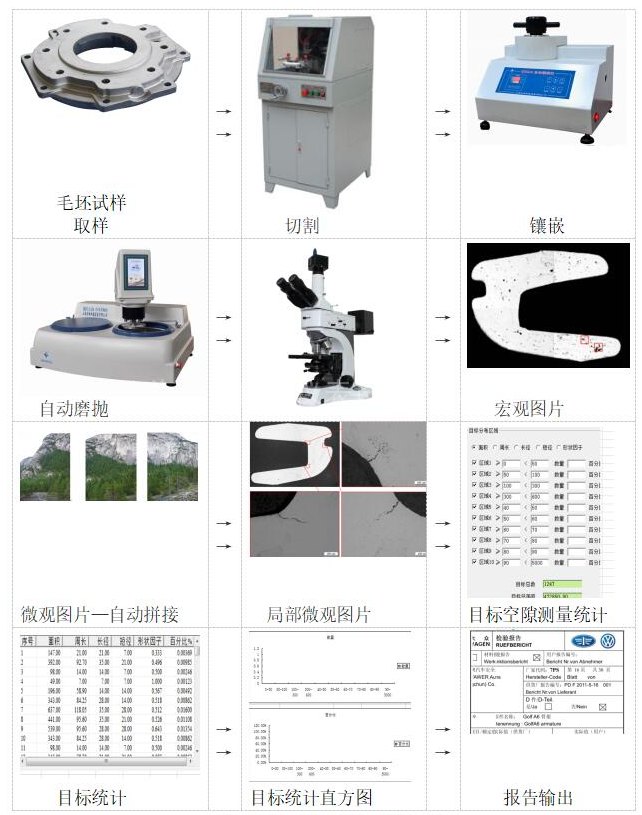
 该设备满足铝合金、镁合金、钛合金等金属铸件的孔隙度检测,并能按照VDG非铁金属铸件体积亏损等设定, 空隙率分析中气孔分类:
该设备满足铝合金、镁合金、钛合金等金属铸件的孔隙度检测,并能按照VDG非铁金属铸件体积亏损等设定, 空隙率分析中气孔分类: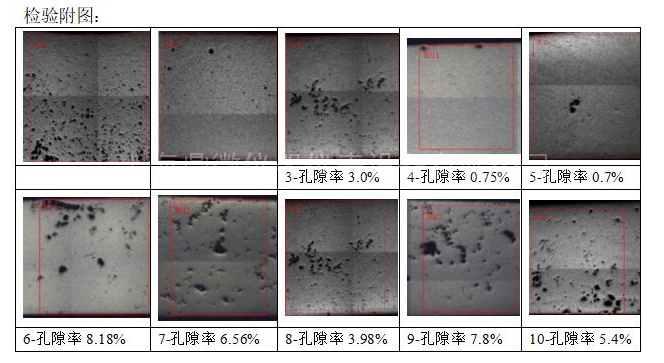
 上海鼎振仪器设备有限公司
上海鼎振仪器设备有限公司