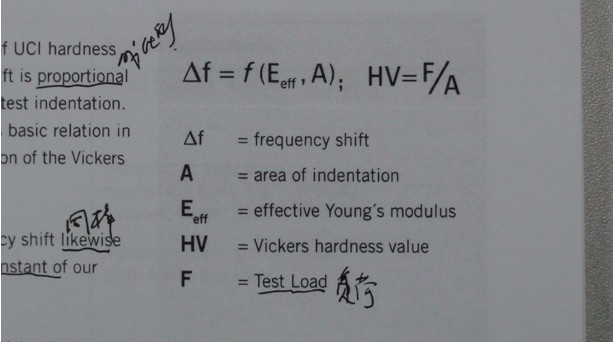
我们又知道,材料硬度越高,受力后的压痕面积越小,硬度越低,压痕面积就越大。这时,我们来看看下面的公式:
式中,△f代表频率变化量,Eeff代表弹性模量,A代表压痕面积。△f=(Eeff,A),这个公式表示,△f与Eeff和A存在可计算的比例关系。而在前面讲过,硬度值其实也是与力F和压痕面积A存在可计算的比例关系,也就是图中的HV=F/A。
维氏机产生的压痕本来就很小,而压痕边缘的判定是由人来观察的,难免出现错误。而振动棒的压痕就更小,但频率却可以借由电路的计算精确得到,于是,如果我们知道某种材料的弹性模量,又测得了频率,那我们完全可以借助换算关系用△f与Eeff来表示A、而不用去测量压痕直径。
这样,如果力值事先设定(振动棒压紧到材料表面,靠的就是压紧弹簧——这是真的弹簧,而弹簧的压紧力是可以事先设定的,这就是超声波探头有不同型号的缘故,其型号的不同,就是取决于弹簧压紧力,有10N、20N,等等),那么,硬度值的公式完全可以转化成:HV=F/(△f,Eeff),你看,根本不用费心去观察压痕了、也不用担心“压痕边缘不清晰”所带来的误差了。
但是且慢,如果只是这样的应用,还是显示不出超声测硬度的好处,因为,不同材料,其弹性模量必定有差异,你得先把弹性模量给测出来——除非你事先知道。
那么怎么办?正确的应用应该是这样的:一种材料,应事先做一个样块,先用台式机打出值,然后,用超声波硬度计也打一次值,根据台式机打出的值,对超声波硬度计进行标定,标定之后,只要是同种材料,就可以直接用超声波硬度计打值了。
比如,样块值HV1=F/(△f1,Eeff),那么,只要是同种材料,硬度不同,HV2=F/(△f2,Eeff),F和Eeff相同,只要根据△f1和△f2的比例关系,就可以计算出HV2了。
所以,可以看出,超声波硬度计和超声波测厚仪是同样的道理。
超声波测厚仪是通过样块的已知厚度(这个已知厚度实际上也是事先由别的方式测得的)来确定某种材料的声速,以后,只要是同种材料,直接测厚即可;
而超声波硬度计则是通过样块的已知硬度(这个已知硬度由台式机事先测得)来确定某种材料的弹性模量(但并不需要知道确切的数,这一点,和测声速有所不同),以后,只要是同种材料,直接打硬度即可。
超声波测厚时,我们通常选个大致的声速,如果误差较大,则会反测声速,同样,超声波硬度计也事先内置了几种材料的选项,如果你事先知道被测材料与这些内置选项有差异,或者测值时误差较大,那就要象前面提到的,以这种材料做标样,进行标定,其实可以把这个过程理解为“反测弹性模量”。
常见的硬度试块,对于超声波硬度计有什么意义呢?那是用来较验仪器本身的,而实测中的工件,未必与常见试块相同,所以,不能说,在常见试块上标定后就可以直接打实测工件了。
关于这一点,我们还是借助超声波测厚仪来理解。当你把超声波测厚仪接上探头,到计量院送检合格后,你是不是能够直接去测一个铝块?当然不行,因为,计量院的厚度块不是铝制件,你得想办法查到、或者反测到铝的声速才能测量。粗晶材料,你可能还要换探头,而换探头,你还要对探头零点较一次,然后才能测量。只不过,在很多情况下,被测件的材质与计量用的标准厚度块的材质,声速相差不大,所以拿来就测,问题也不大,
同样,超声波硬度计也是如此,只不过,声速变成了弹性模量,并且不用记录出具体的弹性模量值。
好了,我们来总结一下:
-
当弹性模量与内置的材料选项相同、或者是事先针对材料做样块进行标定的前提下,超声波硬度计可以实现快速、便捷的硬度测试,而不用担心压痕边缘不规则或不清晰(其实,在布洛维的测试中,这种情况并不少见,通常是由于压头施力偏心或被测面受力不均引起的——压头与被测件的同轴度不好),也不用担心薄壁管的里氏测量不准问题。
而一种材料,只需标定一次——这和反测材料的声速类似。
-
硬度越高,更适用。因为,硬度越高意味着两根“弹簧”更容易达成“共振”。(这一点也跟超声波测厚相似,晶粒越细密、排列越密实,则透声性就好,测厚就越精确,因为反射信号越容易被准确地捕捉到)
-
超声测硬度的理论依据是毋庸置疑的,它也是评估力值和压痕的关系,从这个角度讲,它其实比里氏硬度计更符合传统的力学测量概念。
所以,超声波硬度计并不是只针对某些特殊情况或领域的,而是可以广泛应用的。
还是拿超声波测厚来比照:卡尺能测厚的地方,超声波测厚仪可以测,卡尺测不到的地方,超声测厚仪也可以测。
同样道理,布络维里可以打的,超声波硬度计可以打,布洛维里不方便打或不适合打的地方,你都可以想起超声波硬度计来。关键是,针对具体应用时,要帮助用户去判断其合理性、适用性。
 扫一扫,手机浏览
扫一扫,手机浏览 上海鼎振仪器设备有限公司
上海鼎振仪器设备有限公司