ЩЈвЛЩЈЃЌЪжЛњфЏРР
ЩЈвЛЩЈЃЌЪжЛњфЏРР- ММЪѕЮФеТ
GMW14688ЃЈЭЈгУБъзМЃКФЭЙЮВСЪдбщЗНЗЈЃЉ
2021-03-20 18:34:56 РДдДЃКЩЯКЃЖІсчвЧЦївЧБэЩшБИгаЯоЙЋЫО

- ЗЖЮЇЁЃЩЯКЃЖІсчвЧЦївЧБэЩшБИгаЯоЙЋЫО
зЂвтЁЃБОБъзМЕФШЮКЮФкШнВЛЕУГЌдНЪЙгУЕФЗЈТЩЗЈЙцЁЃ
зЂвтЁЃШчЙћгЂгяАцБОКЭБОЙњгябдАцБОгаГхЭЛЃЌЧывдгЂгяАцБОЮЊжїЁЃ
- ФПЕФЁЃВтЖЈЫмСЯМўЕФФЭЙЮЛЎадФмЃЈЗНЗЈAЃЉКЭЫмСЯМўЕФФЭЫ№ЛЕадФмЃЈЗНЗЈBЃЉЁЃЮЊДяЕНВтЖЈЕФФПЕФЃЌНЋЙЮВССуМўБэУцЁЃ
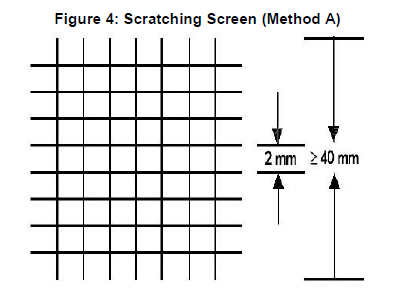
зЂвтЃК ЗНЗЈAЮЊБъзМЗНЗЈЁЃЗНЗЈAПЩгУгкзЂЫмЕФСуМўЛђЪЧбљЦЗАхЁЃЗНЗЈBЮЊвЛжжПЊЗЂЗНЗЈЁЃЗНЗЈBжЛФмгУгке§ШЗбеЩЋКЭЦЄЮЦЕФбљЦЗАхЁЃ
ЗНЗЈAЛљгкISO 7724.
ЗНЗЈBЛљгкISO 2813
- ЧАбдЁЃ ВЛЪЪгУЁЃ
- ЪЪгУадЁЃЮоЭПВуЕФФкВПМАЭтВПЫмСЯМўЁЃ
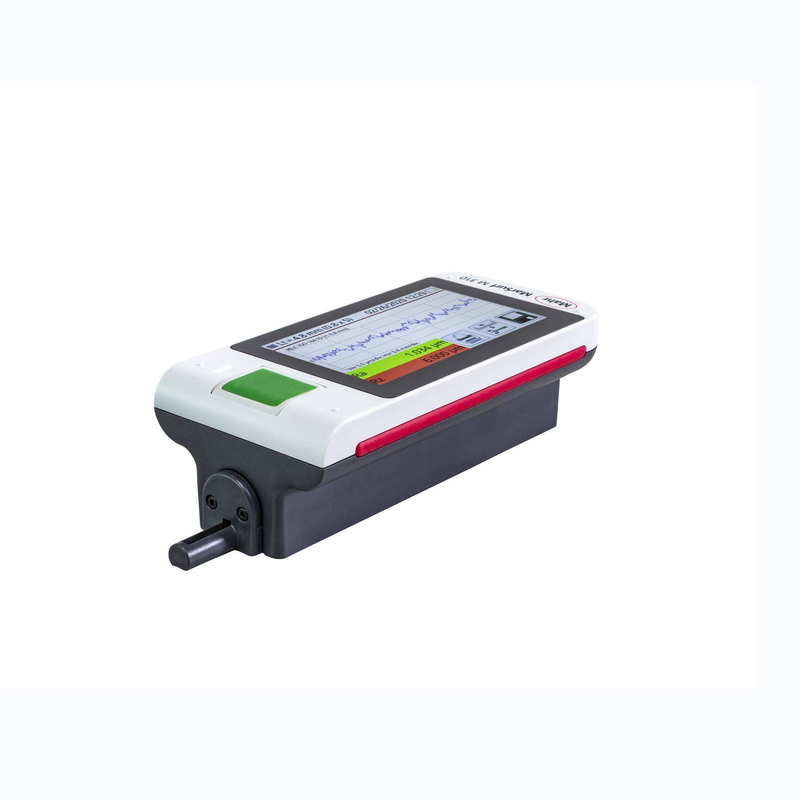
- ВЮПМ ЩЯКЃЖІсчвЧЦївЧБэЩшБИгаЯоЙЋЫО
зЂвтЃКГ§ЗЧСэгаЫЕУїЃЌЗёдђжЛгааТХњзМЕФАхАхЪЪгУЁЃ
- ЭтВПБъзМ/ЙцЗЖЁЃ
IAO 2813 IAO 7724
- GMБъзМ/ЙцЗЖ
ЮоЁЃ
3 зЪдД ЩЯКЃЖІсчвЧЦївЧБэЩшБИгаЯоЙЋЫО
3.1 ЩшЪЉЁЃВЛЪЪгУ
3.2 ЩшБИЁЃ
3.2.1 ЗНЗЈAЁЃ
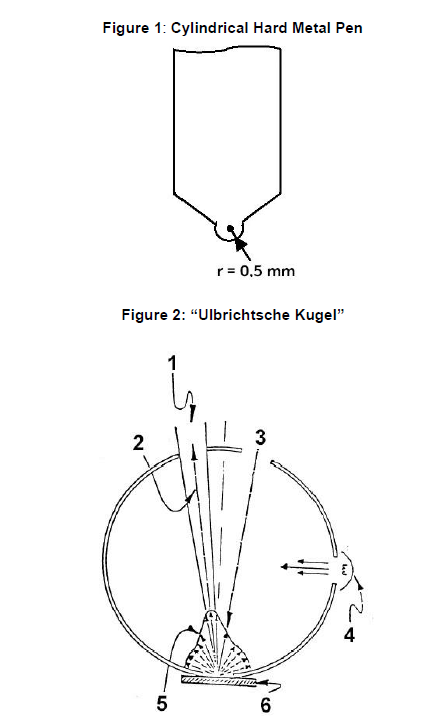
3.2.1.1 ЙЄОпЁЃИљОнЭМ1, жљаЮДјЧђЭЗЮВВПЕФгВжЪН№ЪєБЪЃЈАыОЖЮЊ0.5ЁР0.01mmЃЌХзЙтЃЉ. ВтСППЊЪМЧАЃЌгУЯдЮЂОЕМьВщБЪЁЃБЪЕФБэУцгІЮоШЮКЮБфЛЕЕФЧщПіЁЃШчЙћБЪЕФБэУцДцдкБфЛЏЛђЫ№ЛЕЃЌ гІЪЙгУвЛжЛаТЕФБЪЃЌБмУтвђгІЪЧЪмЫ№ЙЄОпЖјееГЩВЛЕБВтСПЁЃ
3.2.1.2 ВтСПЩшБИЁЃТњзуISO7724ЕФЗжЙтЙтЖШМЦЁЃ
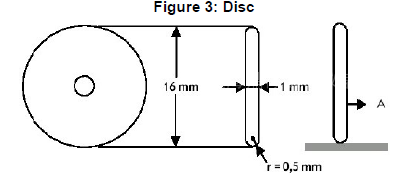
ФЭЙЮВСЕФВтЖЈгІЪЙгУЗжЙтЙтЖШМЦЕФдРэдкЁАUlbrichtsche KugelЁБЃЈМћЭМ2ЃЉЕФАяжњЯТВтСПССЖШжЕLЁЃ
- ЙтдѓПЊПк
- ЭъУРОЕзгЕФССЖШ
- ЙлВьПЊПк
- ЙтдД
- ВЛКЌЙтдѓЕФВтСП
- ВтЪдМўЃЈжаЕШССЖШЃЉ
ЙтдДЃКD65ЩЂВМ
ВтСПМИКЮЃК d/8Ёу
ЯожЦЦїЃКжБОЖ27mm
ЙтдѓВЖзНЦїЃКЪЧЃЈSEX=ВЛКЌИпЙтЩЋЃЉ
3.2.2 ЗНЗЈBЁЃ ЩЯКЃЖІсчвЧЦївЧБэЩшБИгаЯоЙЋЫО
3.2.2.1 ЙЄОпЁЃИљОнЭМ3ЫљЪОЃЌ ВЛатИжЙтХЬЃЈжБОЖЃК16ЁР0.3mmЃЌКёЖШ1ЁР0.02mЃЌБпдЕЃЈАыОЖЮЊ0.5ЁР0.01mmЃЉЮЊдВаЮЧвХзЙтЁЃ
ВтСППЊЪМЧАЃЌгІгУЯдЮЂОЕЛђЗХДѓОЕМьВщЙтХЬЁЃЙтХЬБэУцгІЮоШЮКЮБфЛЕЕФЧщПіЁЃШчЙћЙтХЬБэУцГіЯжШЮКЮБфЛЏЛђЫ№ЩЫЃЌФЧУДвЊБЃжЄЪдбщЙ§ГЬжаЪЙгУЕФЪЧЙтХЬЮДЪмЫ№ЕФЧјгђЁЃШчЙћЮоЗЈБЃжЄЕФЛАЃЌашвЊЪЙгУвЛИіаТЕФЙтХЬБмУтгІЪЙгУЪмЫ№ЙЄОпееГЩВЛе§ШЗВтСПЁЃ
A ЙЮЛЎЗНЯђ
3.2.2 ВтСПЩшБИЁЃТњзуISO2813ЕФДј60ЁуВтСПМИКЮЕФЙтдѓВтСПЩшБИЃЌЭждВВтСПЧјгђИљОнЩшБИЙЉгІЩЬаХЯЂЖјЖЈЁЃ
3.2.3 ЙЮЛЎзАжУЁЃ ЕчЛњЧ§ЖЏЕФЧаИюЙЄОпЃЌШч Erichson model 430ЃЌ ОпБИвдЙцЖЈВтЪдЫйЖШЃЌЧвПЩФмдкЙЮВСЙЄОпИКдиЙцЖЈИКдиЯТНјааЬиЖЈЭјИёЛЈЮЦЙЮВСЕФФмСІЁЃ
3.3 ВтЪдВтСП/ВтЪдМўЁЃ ВтЪдМўгІДгГЩЦЗСуМўжаШЁЕУЁЃаЮзДгІЦНЬЙЃЌГпДчПЩвдТњзуВтЪдбљЦЗМфЦНЛЌЕФЙ§ЖЩЃЌПЩвдЕУЕНбљЦЗЕФИЈзщЮяМАВтСПЩшБИЃЌЧвВтЪдбљМўГхЛїБэУцвЊ>=40mmЁЃ
ЖдгкГѕЪМбљЦЗХњзМКЭжйВУФПЕФЃЌжСЩйгІВтЪд3жЛбљЦЗЁЃЖдгкГЃЙцжЪСППижЦФПЕФЃЌжСЩйвЊВтЪд1жЛбљЦЗЁЃ
3.4 ВтЪдЪдбщЁЃВЛЪЪгУЁЃ
3.5 ВтЪдвЊЧѓЕФаХЯЂЁЃВЛЪЪгУ
3.6 ШЫдБ/ММФмЁЃВЛЪЪгУЁЃ
4 ВНжшЁЃ
4.1 зМБИЁЃЖдгкГѕДЮбљЦЗХњзММАжйВУФПЕФЃЌбљЦЗжЦдьЕНВтЪджСЩйвЊМфИє7ЬьЪБМфЁЃЖдгкГЃЙцжЪСППижЦВтЪдЃЌМфИє72аЁЪБОЭзуЙЛСЫЁЃ
зЂвтЁЃВЛЕУДЅУўВтЪдбљМўБэУцЃЌЧвБэУцВЛЕУгаШЮКЮЮлШОЮяЁЃ
4.2 ЬѕМў
4.2.1 ЛЗОГЬѕМўЁЃгыИУБъзМвЊЧѓЕФШЮКЮЦЋВюЖМашЕФЕУЕНЪТЯШЭЌвтЁЃетаЉвЊЧѓгІдкСуМўЭМжНЃЌВтЪджЄЪщЃЌБЈИцЕШжаНјааЙцЖЈЁЃ
4.3 жИЪО
4.3.1 ЪдбщгІдкЃЈ+23ЁР5ЁцЃЉЕФЮТЖШЯТжДааЁЃ
ССЖШВтСПЃЈЗНЗЈAЃЉМАЙтдѓВтСПЃЈЗНЗЈBЃЉгІЗжБ№дкзіКУЙЮВСЦСФЛКѓСЂМДжДааЁЃ
4.3.2 ЗНЗЈAЁЃЪдбщЪБЃЌЙЄОпМагкДјИмИЫБлЕФЪЪЕБзАжУЩЯЁЃШЛКѓИмИЫБлДІгкЦНКтзДЬЌЁЃЙЄОпИКдиЩЯвЛИівЊЧѓЕФИКдиЃЈБрТыШчБэ1ЫљЪОЃЉВЂвд1000ЁР50mm/ЗжжгЕФЫйЖШдк>=40mmЕФВтЪдМўБэУце§ЩЯЩЯЗНРЖЏЁЃжСЩйВњЩњ20ЬѕЦНааЕФЙЮВСЯпЃЌМфОрЮЊ2mmЁЃЙЮВСЕФгІгУЮЊжиИДЕФЯрЛЅДЙжБЃЌНсЙћОЭВњЩњСЫвЛИіЙЮВСЦСФЛЃЈШчЭМ4ЫљЪОЃЉЁЃЙЮВСЗНЯђгІЪЧЕЅЯђЕФЁЃВтЪдВЛЖЯжиИДУПИіЖюЭтвЊЧѓЕФИКдиЃЌжБЕНУПИіИКдиЖМЗжБ№дкЙЮВСЦСФЛЩЯЙЮЙ§ЃЈШчЭМ4ЃЉЁЃ УПИіЙЮВСЦСФЛЖМгІИљОнБэ1НјааЯрЙиИКдиДњТыЕФБъЪЖЁЃ
зЂвтЃКШчЙћВФСЯЙцЗЖЛђЙЄГЬЭМжНжаЮДНјааЖЈвхЃЌФЧУДЫљгаЕФДњТыЃЈ1-3ЃЉЖМгІжДааЁЃ
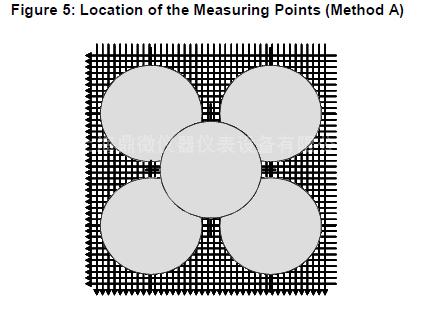
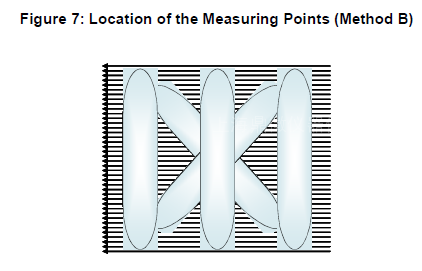
ЗжЮіЃК УПИібљЦЗЖМвЊНјаа5ДЮЕЅЖРЕФВтЪдЃЌ1ДЮдкжаВПЃЌ4ДЮдкНЧТфВПЮЛЃЈМћЭМ5ЃЉЁЃ НсЙћЮЊИУ5ДЮжЕЕФЦНОљжЕЁЃ
Бэ1ЃК ЙЮВСЪдбщЕФДњТыЖЈвх
ДњТы
ИКдиДњЮЊN
1
5ЁР0.05
2
10ЁР0.1
3
15ЁР0.15
4
АДееЙцЖЈ
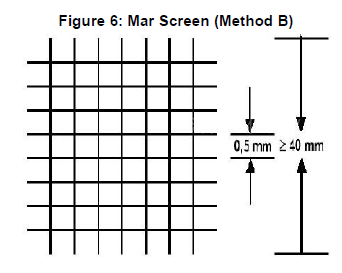
4.3.3 ЗНЗЈB. ИУЪдбщЃЌЙЄОпМагкДјИмИЫБлЕФЪЪЕБзАжУЩЯЁЃШЛКѓИмИЫБлДІгкЦНКтзДЬЌЁЃЙЄОпИКди7ЁР0.07NЃЌ Чввд1000ЁР50MM/ЗжЕФЫйЖШдк>=40MMЕФВтЪдМўБэУце§ЩЯЗНРЖЏЁЃЙЄОпЕФЖдзМгІПЩвдНиЖЯааГЬЗНЯђЁЃжСЩй80ЬѕЫ№ЛЕЯпЯрЛЅЦНааЃЌМфОр0.5mmЁЃЫ№ЛЕЯпВЛЖЯжиИДЯрЛЅДЙжБЃЌ НсЙћВњЩњвЛИіЫ№ЛЕЯпЦСФЛЃЈМћБэ6ЃЉЁЃЫ№ЛЕЕФЗНЯђгІЪЧЕЅЯђЕФЁЃ
5Ъ§Он
5.1 МЦЫуЁЃ ВЛЪЪгУЁЃ
5.2 НсЙћНтЪЭЁЃ
5.2.1 ЗНЗЈAЁЃ ВЮееISO 7724
5.2.2 ЗНЗЈBЁЃ ВЮееISO 2813
5.3 ВтЪдЮФЕЕЁЃ
5.3.1 ЗНЗЈAЁЃЫмСЯМўЕФФЭЙЮВСадФмЃЌИљОнИУБъзМгУЮДЙЮВСЧјгђЕНЙЮВСЧјгђЕФССЖШВю
НјааБЈИцЁЃ
5.3.2 ЗНЗЈBЁЃФЭЫ№ЛЕадФмИљОнИУБъзМгУХзЙтЕФЙидѓЕШМЖЕНЮДХзЙтЧјгђЕФЙтдѓЕШМЖВюНјааБЈИцЁЃ
6 АВШЋЁЃ
ИУБъзЂПЩФмАќКЌгаКІВФСЯЃЌВйзїМАЮЃЯеадЩшБИЁЃИУБъзМВЛНЈвщдкЪЙгУжаФмНтОіЫљгаЕФАВШЋЮЪЬтЁЃИУБъзМЕФЪЙгУепгад№ШЮдкЪЙгУЧАНЈСЂЪЪЕБЕФАВШЋКЭНЁПЕЪЕМљВЂОіЖЈЗЈЙцМЋЯоЕФЪЪгУадЁЃ
7зЂЪЭ
7.1 ЪѕгяБэЁЃ
MarЃК ЭЈЙ§БэУцНсЙЙБтЦНЛЏРДИФБфЙтдѓЕШМЖЁЃ
ScratchЃКЭЈЙ§БэУцНсЙЙЕФЯпадЫ№ЛЕРДИФБфССЖШЁЃ
7.2 ЫѕаДЃЌЪззжФИЫѕаДМАЗћКХЁЃ
SEX: ВЛКЌИпЙтЩЋЁЃ
8 БрТыЯЕЭГЁЃ
ИУБъзМПЩВЮПМЦфЫћЮФМўЃЌЭМжНЕШЃЌЛљБОШчЯТЃК
8.1 ЗНЗЈAЪОР§ЃК
ВЮееGMW14688-CODE2-1.0 MAXЁБ
SCRATCH RESISTANCE= УќУћ
GMW14688=ВтЪдВНжш
Code2-ИљОнБэ1ЕФДњТыЃЈ=10ЁР0.1NИКдиЃЉ
- max=вЊЧѓ
8.2 ЗНЗЈBЪОР§ЃК
ЁАMar resistance to GMW14688-B-1.0 maxЁБ
Mar resistance=УќУћ
GMW14688=ВтЪдВНжш
B= ЗНЗЈB
- max=вЊЧѓЁЃ
9 ЗЂааМААцБО
ИУБъзМГѕАцЮЊ2005-10. дк2007-4дТЪзДЮБЛВФСЯЙЄГЬЫмСЯаЁзщХњзМЁЃдк2007-4дТЗЂааЁЃ

СєбдаТЗЂВМ
-
 ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫО
ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫОзЩбЏШШЯп 13472521719 ФкШнЩљУїЃКЙШЦйЮЊЕкШ§ЗНЦНЬЈМАЛЅСЊЭјаХЯЂЗўЮёЬсЙЉепЃЌЙШЦйЃЈКЌЭјеОЁЂПЭЛЇЖЫЕШЃЉЫљеЙЪОЕФЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШаХЯЂФкШнЯЕгЩЕъЦЬОгЊепЗЂВМЃЌЦфецЪЕадЁЂзМШЗадКЭКЯЗЈадОљгЩЕъЦЬОгЊепИКд№ЁЃЙШЦйЬсабФњЙКТђЩЬЦЗ/ЗўЮёЧАзЂвтНїЩїКЫЪЕЃЌШчФњЖдЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШШЮКЮаХЯЂгаШЮКЮвЩЮЪЕФЃЌЧыдкЙКТђЧАЭЈЙ§ЙШЦйгыЕъЦЬОгЊепЙЕЭЈШЗШЯЃЛЙШЦйЩЯДцдкКЃСПЕъЦЬЃЌШчФњЗЂЯжЕъЦЬФкгаШЮКЮЮЅЗЈ/ЧжШЈаХЯЂЃЌЧыдкЙШЦйЪзвГЕзРИЭЖЫпЭЈЕРНјааЭЖЫпЁЃ