ЩЈвЛЩЈЃЌЪжЛњфЏРР
ЩЈвЛЩЈЃЌЪжЛњфЏРР- ММЪѕЮФеТ
ЖЭИждўЙѕГЌЩљБэУцВЈМьВтММЪѕ
2014-07-16 09:13:30 РДдДЃКаЛЮФЧх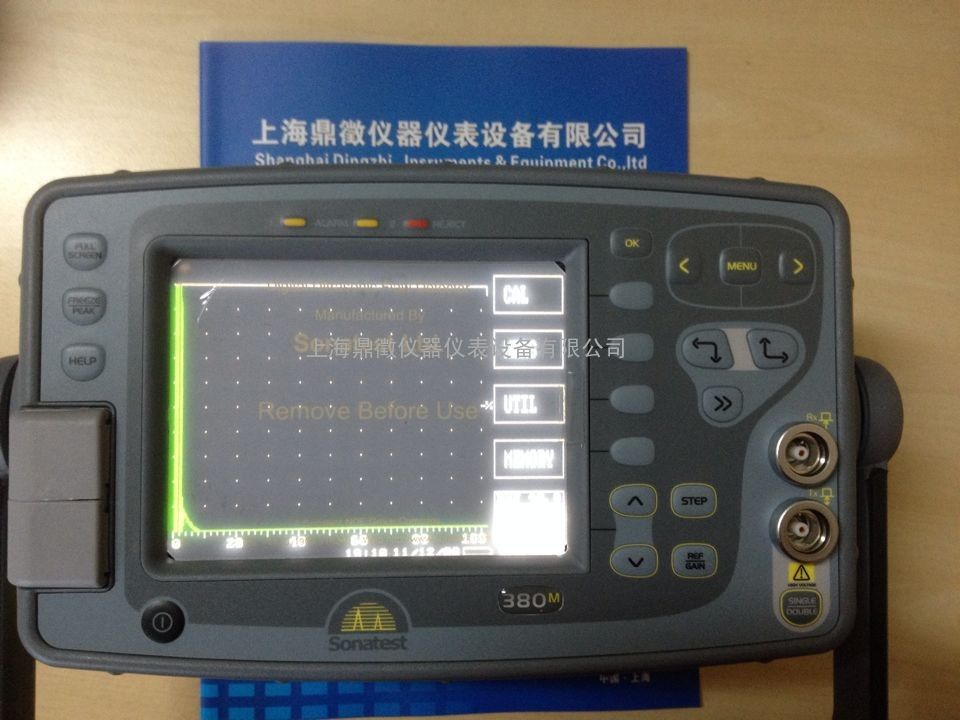
ЁОеЊ вЊЁПФПЧАЃЌНЕЕЭдўЙѕЯћКФвбБИЪмИїБЁАхГЇЕФЙизЂЁЃПижЦКЯРэЕФФЅЯїСПЁЂМгЧПдўЙѕМьВтММЪѕвдМАНЕЕЭдўЛњЪТЙЪТЪЃЌГЩЮЊИїДѓИжГЇдўЙѕЙмРэНЕЕЭЙѕКФЕФжївЊШЮЮёжЎвЛЁЃБОЮФОЭЮвГЇЖЭИждўЙѕПЊеЙЕФГЌЩљБэУцВЈМьВтММЪѕНјааВћЪіЁЃ
РфШШдўдкдўжЦАхОэдкЩњВњжаОГЃЛсгЩгкеГИжЁЂДђЛЌЁЂвьЮябЙШыЕШдўжЦЪТЙЪв§Ц№БэУцСбЮЦШБЯнЁЃШчЙћетаЉЙѕУцСбЮЦдкФЅЯїЙ§ГЬжаУЛгаБЛГЙЕзЕФШЅГ§ЃЌФЧУДдкЯТвЛДЮдўжЦЩњВњдўЙѕЕФСбЮЦдДОЭЛсв§Ц№бгЩьЁЂЗЂеЙЃЌ*жедьГЩБэУцАўТфЃЌЩѕжСећжЇдўЙѕЕФБЈЗЯЃЌдьГЩНЯДѓОМУЫ№ЪЇЁЃЮЊНтОіДЫЮЪЬтЃЌАЫИжРфдўФЅЙѕМфЪЙгУБэУцВЈЬНЩЫМьВщЙѕУцВагрСбЮЦЁЃ
1.дўЙѕГЌЩљБэУцВЈМьВтЕФзїгУ
1.1 здЖЏБэУцВЈМьВтзАжУНсКЯЪжЙЄБэУцВЈИДМьШЗШЯЃЌДѓДѓЬсИпСЫЖддўЙѕБэУцЕФМьВтаЇТЪЃЌНЋШБЯнЕФТЉМьТЪНЕЮЊ*ЕЭЃЛ
1.2 БЃжЄдўЙѕБэУцШБЯнЕФзМШЗЬНВтЃЌБмУтдўЙѕДјзХгаКІШБЯнЩЯЛњЃЌМѕЩйСЫдўЛњдўЙѕЪТЙЪЃЛ
1.3 ШЗЖЈДјЩЫдўЙѕЕФШБЯнЕБСПЃЌПЦбЇОМУЕФНјаадўЙѕаоФЅЃЌвдНЕЕЭдўЙѕЙѕКФЃЌДгЖјМѕЩйДѓСПЩњВњГЩБОЭЖШыЃЛ
1.4 ЭЈЙ§МьВтЪ§ОнЗжЮіЮЊНјвЛВНзіКУдўЙѕЙмРэЃЌКЯРэбЁдёдўЙѕЩњВњГЇМвКЭжЦЖЈдўЙѕВЩЙКжмЦкЬсЙЉММЪѕЪжЖЮЗжЮідўЙѕЪЇаЇдвђЃЌБмУтРрЫЦЪТЙЪЛђажњЫїХтЁЃ
2.ГЌЩљБэУцВЈМьВтЗНЗЈ
2.1 БэУцВЈМьВтдРэ
БэУцВЈЪЧдкЙЬЬхНщжЪБэУцДЋВЅЕФвЛжжГЌЩљВЈВЈаЭЃЌгЩбиВЈДЋВЅЗНЯђЕФзнВЈКЭДЙжБгкВЈДЋВЅЗНЯђЕФКсВЈЫљКЯГЩЁЃЦфжЪЕуЕФеёЖЏЙьМЃЮЊЭждВЃЌОпгазнВЈКЭКсВЈЕФзлКЯЬиеїЃЌШчЭМ1ЫљЪО[1]ЁЃ
ЭМ1 БэУцВЈжЪЕуеёЖЏгыВЈЕФКЯГЩЪОвт
БэУцВЈЕФЩљЫйАДЯТЪНМЦЫуЃК
ЪНжаЃКνЃВДЫЩБШ ЖдгкИж ν= 0.29
CtЃКсВЈЩљЫй ЖдгкИж Ct = 3230 m/s
гЩИУЙЋЪНЕУГідўЙѕВФжЪЕФБэУцВЈЩљЫйCr=2990 m/sЁЃ
БэУцВЈЕФФмСПЫцзХЩюЖШЕФдіМгЖјбИЫйМѕШѕЃЌвЛАуШЯЮЊБэУцВЈШХЖЏгааЇЗЖЮЇЮЊСНИіВЈГЄЃЌетвВЪЧБэУцВЈПЩЬНВтЕФЩюЖШЗЖЮЇЁЃМДЕБВЩгУГЌЩљВЈЦЕТЪfЮЊ2MHzЪБЃЌГЌЩљВЈГЄλ= Cr/f =1.495mmЃЌдђБэУцВЈЬНВтЕФЩюЖШЗЖЮЇЮЊЃК2λ≈3mmЁЃ
ЕББэУцВЈдкдўЙѕБэУцДЋВЅЪБЃЌШєгіЕНБэУцШБЯнЃЌвЛВПЗжЩљФмНЋбидТЗЗЕЛижСЬНЭЗЃЌДгЖјПЩЬНжЊШБЯнЕФДцдкЁЃ
2.2 вЧЦїКЭЬНЭЗ
ЮвГЇЪЙгУЕФЖЭИждўЙѕВФжЪЮЊCr3ЁЂCr5ЃЌБэВуЮЊДугВВуЁЃИУВФСЯЖдБэУцВЈЕФЫЅМѕНЯаЁЃЌЫљМьЙѕУцЙтНрЖШКмИпЃЌвђДЫЪЪКЯВЩгУБэУцВЈЖдШБЯнНјааМьВтЁЃМјгкЫљгУЬНЭЗЦЕТЪдНИпЃЌВЈГЄдНЖЬЃЌгааЇЬНВтЩюЖШОЭдНаЁЃЌВФжЪЫЅМѕвВдНДѓЃЌетНЋЪЙНќБэУцШБЯнМьВтФмСІЯТНЕЁЃеыЖдЮвГЇЖЭИжРфдўЙѕбЁгУЕФБэУцВЈОЇЦЌЮЊЃК1-2.5MHzЃЌ6×6mm2ЁЂ13×13mm2ЬНЭЗЃЌвЧЦїаЭКХЮЊSitescan250SЪ§зжЪНГЌЩљВЈЬНЩЫвЧЁЃ
2.3 ГЌЩљБэУцВЈСщУєЖШЕФЕїНкЗНЗЈ
РфдўЙѕЙтНрЖШКмИпЃЌДжВкЖШдМЮЊRa 0.6μmЁЋ1.0μmЁЃЮвУЧВЩгУСщУєЖШЕФЕїНкЗНЗЈШчЯТЃК
2.3.1 ЪдПщЗЈЃК
БэУцВЈСщУєЖШЕїНкЪдПщМћЭМ2ЃКСщУєЖШЕФЕїећУПЬьНјаавЛДЮЁЃДЫЭтЃЌВЈаЮЛсЪмЪжЕФНгДЅЁЂЭПгЭСПЕФДѓаЁЕШгАЯьЁЃдкЕїећЪБгІзЂвтХХГ§етаЉИЩШХвђЫиЁЃ
ЪдПщВФжЪЮЊ45#Лђ20CrMoЕШгХжЪЖЭИжЁЃ
ЕїНкЗНЗЈЃКРыЬНЭЗЧАЖЫ150mmОрРыДІЃЌЇЖ2×2ШЫЙЄШБЯнБэУцВЈЛиВЈВЈИпЛљзМЗЈЁЃ
МьВтЖЭИждўЙѕжБОЖ≤500mmЪБЃЌЇЖ2×2/150mmДІЛиВЈFr= 80%f.sЃЋ6dBЃЛ
МьВтЖЭИждўЙѕжБОЖЃО500mmЪБЃЌЇЖ2×2/150mmДІЛиВЈFr= 80%f.sЃЋ12dBЁЃ
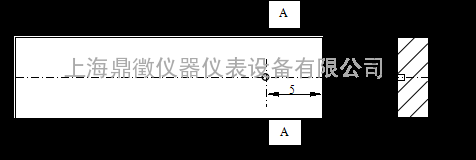
ЭМ2 ЖЭИжРфдўЙѕБэУцВЈЬНЩЫСщУєЖШаЃбщгУИжжЪЪдПщ
2.3.2 ЕзВЈЗЈ
НЋЬНЭЗжУгкдўЙѕЙѕЩэжаМф1000mmЮЛжУЃЌНЋЙѕЩэЖЫВПЕФСтНЧЗДЩфВЈЕїжС20%ИпЃЌдйдівц32dB.
3.ЖЭИждўЙѕЩЯЕФЬНЩЫВйзїЗНЗЈ
3.1 ЖджсЯђСбЮЦМьВтЃК
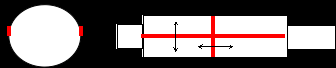
жсЯђЬНВтдкЙѕЩэжаВПбидВжмЗНЯђЭПЩЯ5-10mmПэЕФёюКЯМСЛЗДјЃЌНЋЬНЭЗжУгкЦфЩЯЃЌВЈЪјДЙЦНааЙѕЖЫУцШЫЩфЁЃНјаае§ЗДСНИіЗНЯђЬНВтЁЃ
дўЙѕЙѕУцВйзїВрЖЫВПШЮШЁвЛЕуЩшAЕуЮЊЛљзМ,ДЋЖЏВрЖЫВПЩшBЕуЮЊжеЕуШЁвЛЬѕФИЯпЮЊABЯпЃЌЭПёюКЯМСКѓгЩAЕуМьВтжСBЕу,МьВщЮовьГЃЃЌЬНЭЗа§зЊ180ЖШгЩAЕуМьВтжСBЕуЁЃЩЯЪіЕФМьВтЮовьГЃЃЌНЋдўЙѕБэУцЕФёюКЯМСВСЪУИЩОЛЁЃНЋдўЙѕзЊЖЏ90ЖШЃЌжиИДЩЯЪіВНжшЕФМьВщЁЃдкдўЙѕБэУцСНЬѕФИЯп4ИіЗНЯђПЊеЙБэУцВЈЬНЩЫПЩвд100ЃЅМьВщГіЙѕУцШБЯнЁЃ
3.2 ЖддВжмЗНЯђЗЂеЙЕФСбЮЦМьВтЃК
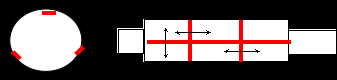
жмЯђЬНВтдкЙѕЩэбижсЯђЭПЩЯСНЬѕЛЅГЩ180ЖШЕФ5-10mmПэЕФёюКЯМСжсЯђДјЃЌНЋвЧЦїСщУєЖШдкЩЯЪіЛљДЁЩЯдйдівц6dBКѓНјаае§ЗДСНИіЗНЯђЬНВтЁЃ
3.2.1 ЖўзнвЛЛЗЬНЭЗЩЈУшЗНЪНЃК
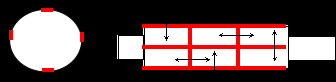
3.2.2 Ш§знЖўЛЗЬНЭЗЩЈУшЗНЪНЃК
3.2.3 ЫФзнЖўЛЗЬНЭЗЩЈУшЗНЪНЃК
ИљОнжЇГХЙѕЕФжБОЖДѓЁЂаЁКЭВнзДВЈЕФЧщПіБивЊЪБАДЫФзнЖўЛЗВйзїМьВтЁЃ
3.3 ЬНЩЫБэУцЕФзДПі
дўЙѕФЅЯїГЩЦЗМьВтЬНЩЫБэУцЕФЮлМЃЁЂгЭЁЂЧаЯївКЕФКлМЃЕШБиаыВСЪУИЩОЛЁЃдўЙѕБэУцЬЋДжВкЪБЛсЪЙБэУцВЈЗЂЩњЫЅМѕЃЌСщУєЖШНЕЕЭЁЃЭЌЪБНЯДѓЕФЛЎКлЛсв§Ц№ШБЯнВЈЁЃ
3.4 ЬНЩЫЮЛжУгыБэУцВЈДЋЕнЕФЗНЯђ
БэУцВЈДгЙѕЩэДЋЖЏВрПЊЪМЃЌбижБЯпЗНЯђЯђЙѕЩэВйзїВрЗНЯђДЋЕнЃЌЮЊМьВщГідВжмЗНЯђЕФСбЮЦЃЌЬНЭЗдквЦЖЏЙ§ГЬжагІзїЧсЮЂЕФАкЖЏЬНЭЗНЧЖШБмУтЧуаБСбЮЦЕФТЉМьЁЃЮЊБЃжЄСщУєЖШЃЌдШЫйвЦЖЏЃЌЬНЭЗвЦЖЏЫйЖШ≤150mm/sЁЃЕБЪгЯпРыПЊЪОВЈЦСЪБЃЌЬНЭЗВЛвЊвЦЖЏЁЃ
4.дўЙѕШБЯнХаЖЈ
4.1 МьВтЗЂЯжвьГЃВЈЪБЃЌЪзЯШвЊЖдвьГЃВЈВПЮЛНјааЖЈЮЛЃКгУЪжжИеКёюКЯМСЃЌдкЬНЭЗОЇЦЌЯђЧАДЋЕнЗНЯђНјааВтЪдЃЌЕБёюКЯЕугывьГЃВЈжиКЯЪБЃЌДЫДІМДЮЊвьГЃЮЛжУЃЌЯШФПЪгВщПДФмЗёЗЂЯжШБЯнЃЌФПЪгВЛФмЗЂЯжЕФЧщПіЯТдйВЩгУДХЗлЛђзХЩЋНјааЬНЩЫЃЌвдЗЂЯжСбЮЦЁЃ
4.2 ШБЯнВЈИпВЛЕУДѓгк20%ЃЌГіЯжДЫРрШБЯнЃЌНсКЯДХЗлМьВтКѓЃЌЖдгкЯИаЁШШСбЗЂЮЦЛђЩАТжПХСЃЛЎЩЫПЩЗХааЪЙгУЁЃ
4.3 ШБЯнВЈИпДѓгк20%ЪБЃЌНсКЯДХЗлМьВтКѓЃЌдўЙѕашжиаТФЅЯїМгЙЄЃЌФЅЯїКѓНјааБэУцВЈИДМьЃЌМьВтЮовьГЃКѓгшвдЗХааЁЃ
5.НсЪјгя
зд09Фъ7ПЊЪМЃЌЮвГЇИїЛњзщдўЙѕвбзіЕНФЅЯїКѓжЇжЇНјааЮаСїМьВтНсКЯБэУцВЈИДМьММЪѕЁЃЪЙгУжСНёЃЌЖдЪТЙЪЙѕНјааБэУцВЈЬНЩЫПЩгааЇПижЦВагрСбЮЦЃЌШЁЕУНЯКУаЇЙћЁЃЯжвбНЋМьВтЗНЗЈЭЦЙужСЮвГЇЫљгаРраЭЕФЖЭИждўЙѕЃЌжСНёУЛгаГіЯжвђШБЯнТЉМьдьГЩдкЯпБЌЙѕМААўТфЪТЙЪЃЌЖдЮвГЇНЕЕЭЙѕКФЃЌЬсИпдўЙѕФЅДВЕФзївЕаЇТЪЃЌЬсИпОМУаЇвцЦ№ЕНЛ§МЋзїгУЁЃ
СєбдаТЗЂВМ -
-
 ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫО
ЩЯКЃЖІеёвЧЦїЩшБИгаЯоЙЋЫОзЩбЏШШЯп 13472521719 ФкШнЩљУїЃКЙШЦйЮЊЕкШ§ЗНЦНЬЈМАЛЅСЊЭјаХЯЂЗўЮёЬсЙЉепЃЌЙШЦйЃЈКЌЭјеОЁЂПЭЛЇЖЫЕШЃЉЫљеЙЪОЕФЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШаХЯЂФкШнЯЕгЩЕъЦЬОгЊепЗЂВМЃЌЦфецЪЕадЁЂзМШЗадКЭКЯЗЈадОљгЩЕъЦЬОгЊепИКд№ЁЃЙШЦйЬсабФњЙКТђЩЬЦЗ/ЗўЮёЧАзЂвтНїЩїКЫЪЕЃЌШчФњЖдЩЬЦЗ/ЗўЮёЕФБъЬтЁЂМлИёЁЂЯъЧщЕШШЮКЮаХЯЂгаШЮКЮвЩЮЪЕФЃЌЧыдкЙКТђЧАЭЈЙ§ЙШЦйгыЕъЦЬОгЊепЙЕЭЈШЗШЯЃЛЙШЦйЩЯДцдкКЃСПЕъЦЬЃЌШчФњЗЂЯжЕъЦЬФкгаШЮКЮЮЅЗЈ/ЧжШЈаХЯЂЃЌЧыдкЙШЦйЪзвГЕзРИЭЖЫпЭЈЕРНјааЭЖЫпЁЃ